Blind rivets have been produced since the mid 1900’s, and although many blind riveting technologies have evolved since – one constant has remained: the mandrel.
Used in common blind rivet assemblies, the mandrel is a key component, and often the most critical, in the proper functioning of a blind rivet. It provides the rivet body retention and gives it the renowned “pop” or “click” sound when it breaks. To date, the mandrel in a blind rivet assembly is still the best method to provide secondary expansion in a blind rivet application.
The Purpose
By design, the mandrel is intended to resist corrosion and retain the rivet body as an assembly in transport until its eventual use. It is put into use when the mandrel is pulled through the rivet body by a mechanical tool to a pre-determined force, expanding the rivet body and then breaking at a specific point when the force is achieved. The spent mandrel is ejected into the riveting tool while the remaining slug is retained in the rivet body.
Clearly this task is not as simple as it may seem to accomplish. And while mandrels are typically made on conventional construction nail headers, they are not considered easy products to manufacture – even by machine manufacturers’ own claims.
The Design
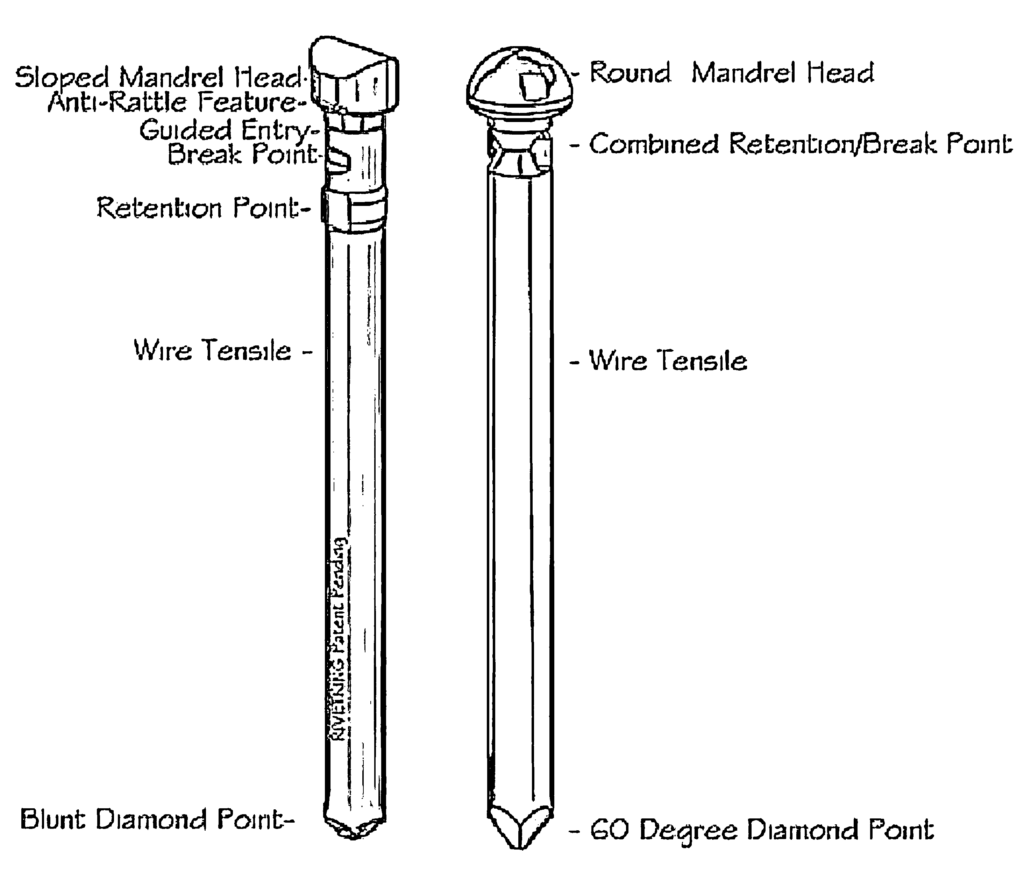
The mandrel has a few key features that are important to its proper functioning, including the:
- Wire Tensile Strength
- Wire Coating
- Wire Size
- Head Design, Diameter and Shape
- The Retention Point
- The Breakload and Break Point Location
- The Cutoff
The wire strength is a configured alloy with a specific tensile range. Without this tensile range being held to tight limits, the mandrel’s breakpoint, breakload, head and cutoff would all be affected.
More importantly, there is a direct correlation between the wire tensile strength and the breakload. The Industrial Fasteners Institute (IFI) dictates what the breakloads should be and without properly specified wire, it might not be possible to achieve the appropriate breakload values. This would eventually cause low blind rivet performance or failure.
The wire size and coating also have an affect on the tensile strength and shear strength, as well as the fit, function and shelf life, all of which are critical points in the IFI specification. Since RivetKing tensile tests every wire batch we receive, we are able to collect valuable information and provide it directly to our production staff for use with our drawings and in production.
The proper head shape, tolerance and break point will also help prevent common failures in a blind rivet joint. For instance, mandrel heads falling out or the mandrel shank pulling through the riveted assembly are all common FMEAs that can affect the riveted joint’s strength, as well as its safety. Without a bulletproof design, distributors may be putting their products at risk. RivetKing products offer many advantages that prevent joint failure.
The Art
Many manufacturers have unique variations of mandrel head styles. As a rule, RivetKing manufactures our products with an enveloped head concept. We feel this is truly an art because the mandrel head shape will vary depending on the product series and the type of materials being used. That means our mandrel head shape may have a radius, conical, oblong, or sloped contour, which would encourage a wrap-around effect preventing the mandrel from taking an escape route during the riveting process. Each material reacts differently to a mandrel head design and RivetKing has many unique shapes which offer distinct advantages in various materials.
The Science
Information is collected at every stage of the process in our facility, from the beginning through to the finished product.
As noted, materials are tested for tensile strength upon arrival and approved by our Quality Control team. After the mandrel is made, we perform a similar test at the shop floor to insure the mandrel meets RivetKing’s stringent specifications, as well as those of the IFI. Function testing is also conducted during the assembly process of the mandrel with the rivet body. The final tests are the shear, tensile, breakload and breakload ratio evaluations that are performed on the specimens at IFI directed speeds.
All information gathered goes into a database so that tests can be linked together and electronically filed for trend analysis of our strengths and a rivet’s performance. With this information, we have conducted studies on our production processes and found we are able to achieve an unmatched +/- 10 lb variability when necessary.
The Result
As all fastener distributors have noticed, there has been an influx of substandard rivets coming to market from various North American and international sources. As a result, quality problems and other customer-related concerns are surfacing.
To protect your business and your customers, it is important to work only with the best rivet manufacturers. Look for those with state-of-the-art facilities that include the most up-to-date machinery and testing equipment. Be sure they have fully trained support staff who can assist you in resolving problems should they arise. For instance, RivetKing is at the ground level across the United States and in addition to manufacturing the best of breed in rivets, we can help any distributor with our transparent, honest and data-backed approach to resolving issues.
Originally published in Distributor’s Link Magazine, 2014. Written by Steven Sherman, Vice President, Industrial Rivet & Fastener Co.