Engineers and production staff generally work from the premise that if a rivet fits a hole, it should create a secure trouble-free joint when applied. This is true in some respects as rivets do have a greater hole-fill ability compared to other types of fasteners. Unlike nuts and bolts, however, there are also a number of variables that can impact and limit the effectiveness of a rivet.
Based on the way rivets are specified and used today, the primary challenges these professionals face include:
- Riveting in correctly specified holes, grip ranges and materials
- Selecting the right rivet for the specific hole condition and application
- Selecting the ideal riveting tool with a proper force, stroke and weight ratio
- Riveting tool maintenance
- Providing “Best Practice” training for operators
To resolve these issues, it’s important to first understand how rivets function differently than other fasteners and why they may or may not be performing.
Rivets vs. Nuts and Bolts
Rivets are permanent mechanical fasteners; nuts and bolts are not. Rivets cannot be uninstalled without intensive time and effort for rework. As a result, there is a great deal of pressure on the operators to realize the benefit of a rivet’s speed and strength while also minimizing any potential downtime for rework if the rivet is not properly installed. When production is not going as planned, operators will often place the blame on the rivet itself. In these instances, production or quality staff may “lot swap” to find better results. This may only provide a temporary solution since lot swapping is not an effective corrective action and will not prevent the reoccurrence. Revisiting these problems time and time again without isolating the root cause will be frustrating and ultimately cost the end user and distributor in lost time and productivity.
Why Rivets May Not Be Performing
A rivet’s installation practice is critical, as is the installation tool, materials and the prepared hole in the substrates. While there are many applications that have poorly riveted holes caused by the installation tool, the operator, or the materials — the greatest frequency of riveted defects can be attributed to the actual condition of the hole itself. In essence, it may very well be the hole that’s defective and not the rivet. If this is the case, the failure may ultimately be caused by the end user or their subcontractor’s own manufacturing processes.
A faulty hole condition can be related to a single issue, or the result of many wrapped into one. Surprisingly though, the cause of a poor hole condition is sometimes intentional. As fabricators of sheet metal move toward turret punches, lasers, waterjet and hard tooled stamping presses, tolerances have become significantly more critical compared to the “old-fashioned” technique of just drilling a hole.
Hole drilling has more of an “align then drill” approach. Today we work more often with pre-prepared holes, which means we are drilling or punching and THEN aligning. The new methods certainly allow for speed on the hole making equipment. The problem is that when the components are ready to be assembled, all the holes must line up perfectly. This makes bend tolerances critical and often one of the more challenging to hold, which will affect hole lineup. When sufficient punch/bend tolerances cannot be achieved, the properly prepared holes will eventually compound out of alignment thus making it difficult for the rivet to be installed.
The result is slow production speed, down time, scrap, rework, etc. So there’s the dilemma — is it best to open the hole tolerance, OR tighten the punch/bend tolerance so that rivets are easy to install? Most often, decisions are made to change the hole design outside of the rivets design parameters without the guidance of the rivet manufacturer, which will ultimately cause problems.
The engineers or production staff may collaborate to solve this problem by increasing the hole size for better hole alignment. Some customers even make oblong holes to ease the assembly process. These changes could cause a potentially dangerous condition and there is great concern for how it affects the rivet’s performance.
Blind rivets have hole specifications dictated by the manufacturer and the Industrial Fasteners Institute (IFI) to insure joint strength values and rivet performance. The rivet’s performance is key — not only in terms of the riveting process (i.e. pull, break, eject), but also in the joint itself. If the hole specifications are not adhered to, then the rivet is being used outside of its design intent. The riveting process may then be affected, requiring more than one actuation or jams and further slowing production. What’s worse is the end user may not achieve the shear and tensile strength they had expected from the rivet in the first place — a potential liability.
As an example, a ladder manufacturer is having trouble aligning the holes of the frame to those of the steps. Hole sizes were in tolerance, but to aid in the assembly and speed up the process, the ladder manufacturer decides to switch to a larger or an oval shaped hole. This would definitely sacrifice the strength of that step (a load bearing object), which could lead to serious consequences. In fact, according to the World Health Organization, 164,000 people fall off ladders every year and are treated in the emergency room. Many look for damages from the ladder companies. These damages could then be passed through the supply chain if any party is found negligent. That’s why any failure is a call to action and an opportunity to hone in on the root cause of the failure. Finding the root cause and correcting it through an 8 Discipline (8D) process is an effective way to prevent reoccurrences.

Getting the Most From Your Rivets
Some of the most common symptoms of hole prep failure include:
- Jammed guns
- Need to rework
- High break — mandrel is spearing from head
- Pull through — mandrel is pulled directly through the head
- Mandrel head is not retained after break
- Countersunk is not sitting flush
- Grip range or air gap between substrates
- Mandrel is breaking at or near the jaw area
These are all signals that something is not working properly. It is the responsibility of all those involved to work toward a solution. Distributors should also help end users understand what technical resources are available to them from the manufacturer.
The following practices can help with alignments when it becomes a necessity to step slightly outside the IFI hole requirements:
- If possible, keep hole tolerances and bend tolerances to a minimum allowed tolerance
- If this proves too difficult or costly, try:
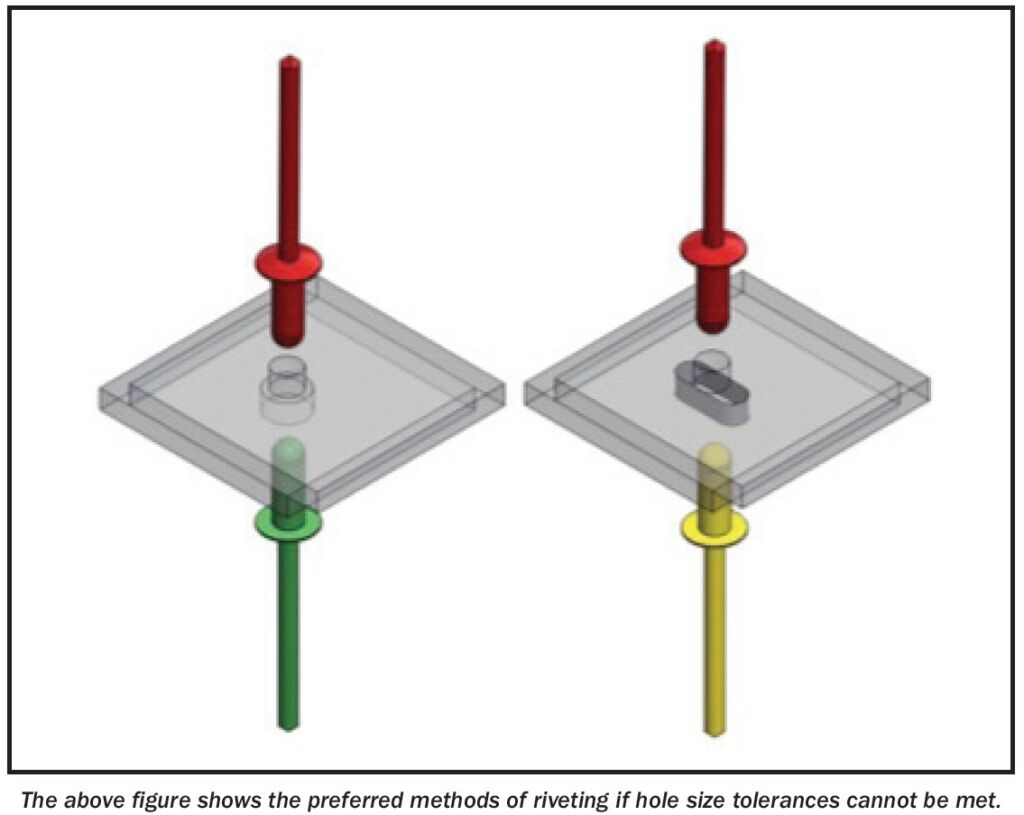
- Making the Primary Hole 10% larger than the Secondary Hole (Secondary Hole to be within IFI Specification)
- Using a backup washer, or seek engineered bulbing type rivets to reduce force on the secondary substrates pulling through the larger primary holes
- Using thicker or harder materials towards the secondary side of the assembly to give the hole some additional radial support in the target area and improve clamp up
- Minimizing the length and diameter of oblong holes as much as possible (Note: Oblong holes are not recommended)
- Consult the applications engineer of a qualified blind rivet manufacturer
An experienced blind rivet manufacturer should be able to help with recommendations such as those above, among others, to reduce failure modes while also improving joint strength and installation reliability and repeatability. When looking for a blind rivet manufacturer, ensure you choose one with field level support, years of application experience, a great reputation, advanced shear and tensile testing systems, maintained ISO certification and a QC lab that is ISO 17025 compliant. Having such a supplier can help you and your customer effectively develop a solution by isolating the variables, benchmarking the results and documenting them to prove the effectiveness. This will ultimately protect all parties involved by minimizing downtime and costs associated with failures.
Originally published in Distributor’s Link Magazine, Spring 2014. Written by Steven Sherman, Industrial Rivet & Fastener Co.