End users rely on fastener distributors to recommend the best blind rivet for their various applications. However, with recent technological innovations – the choices for high strength rivets in particular can oftentimes be confusing. That’s why it’s more important than ever to be familiar with the blind rivet technologies available today and how they work to solve specific problems.
High Strength Blind Rivets Defined
A high strength blind rivet is a precision two-piece fastener that can be installed with access to only one side of the assembly and that also has a mandrel design integral to the strength of the riveted joint. The mandrel of a high strength rivet is retained in the shear plane and, as a result, yields higher strength under shear loads. By comparison, the mandrel in a standard blind rivet is used only for the purpose of installation and does not have any impact on the strength of the riveted joint.
High Strength Rivet Types
There are many variations of high strength rivets, and each offers its own distinct advantages. Generally speaking, there are two classifications of high strength blind rivets:
- Mechanical Lock
- Interference Fit
Regardless of the type, these rivets are all flush breaking or nearly flush breaking. That means the mandrel is nearly breaking flush with the rivet head after installation, and it is this feature that provides the increased strength.
Mechanical Lock
With a mechanically locked high strength rivet, the mandrel is locked into the body during the riveting process. This design prevents the rivet and joint from weakening in applications that have a high degree of vibration such as cars, trucks, locomotive engines, HVAC and more. The types of locking systems include:
- External Locking Multigrip
- Internal Locking Multigrip
- Bulbing
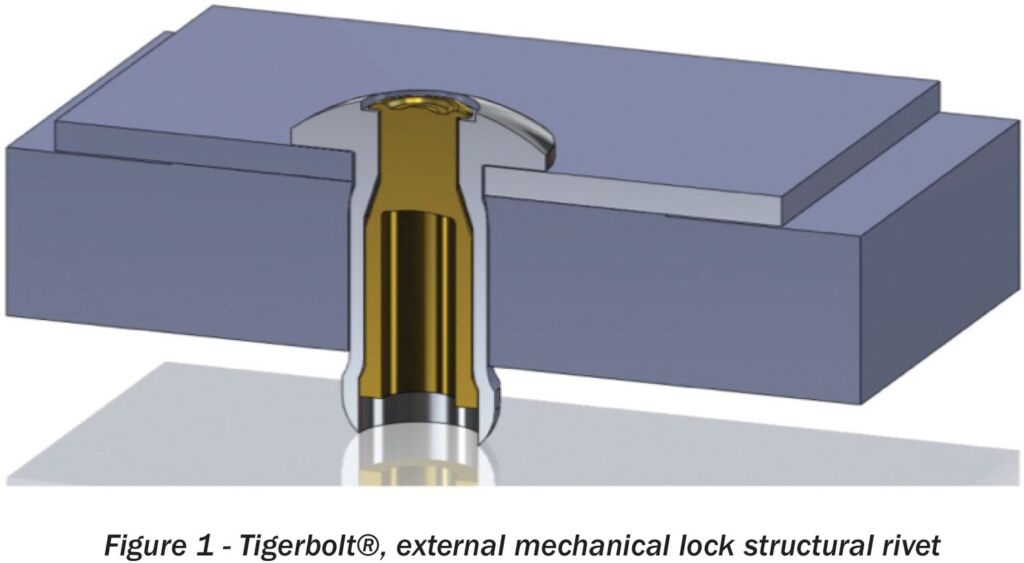
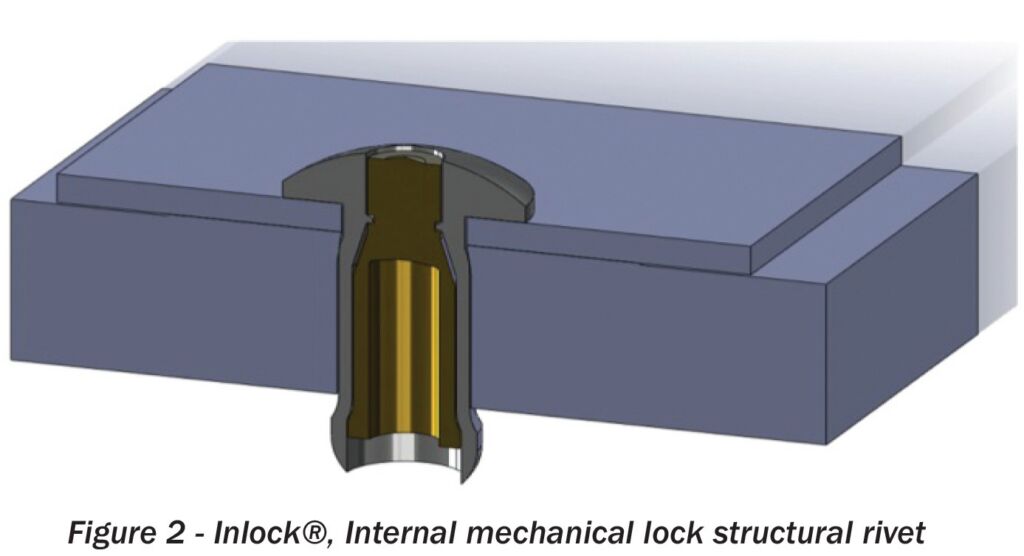
External & Internal Multigrip Locking Systems
The externally locking and internally locking multigrip (IFI-134) systems are similar to one another in both performance and overall appearance. Most commonly known as “structural rivets,” they are offered in three diameters: 3/16″, 1/4″ and 3/8″. While the bodies of the external and internal locking multigrip may resemble a standard blind rivet, the mandrel differs in that it has an elongated tail with a blind bore. This is what gives the rivet its multigrip properties.
Both products are held to the same shear, tensile and pushout requirements, as detailed in IFI-134. However, they have different installation requirements and may not perform identically in a given application.
With an external locking multigrip system, the locking feature takes place outside the rivet body and is visible after application. A special nosepiece is required to set the rivet, which swages the mandrel and creates a small shoulder opening in a pocket on the surface of the rivet head. This allows the locking feature to be inspected during assembly and confirms that the mandrel is locked.
In general, the external lock ensures positive mandrel retention for high pullout loads. With this, the design tends to clamp up substrates better at minimum grip.
Alternatively, the locking feature for the internal locking multigrip system is created inside the rivet body and is not visible after application. The locking system is engaged when the rivet body and mandrel impact one another which displaces the material between them. This, of course, makes it impossible to inspect the rivet effectively after it has been set.
As a result, the risk of an improperly set rivet for whatever reason – whether a manufacturing defect or installer error – is higher compared to the external system. For that reason, it is important to consider how critical the performance of this one rivet is to the overall application.
Bulbing / Rear Flange Structural Rivet
Although a bulbing rear flange rivet is not commonly referred to as a structural rivet, they do have similar strength and locking properties. The specific advantage, however, is its large footprint on the backside of an application after the rivet has been set. Since this footprint covers a greater surface area compared to externally or internally locking rivets, it offers more powerful clamp up. This is especially true in thin gauge materials and is also beneficial when riveting in oversize holes.
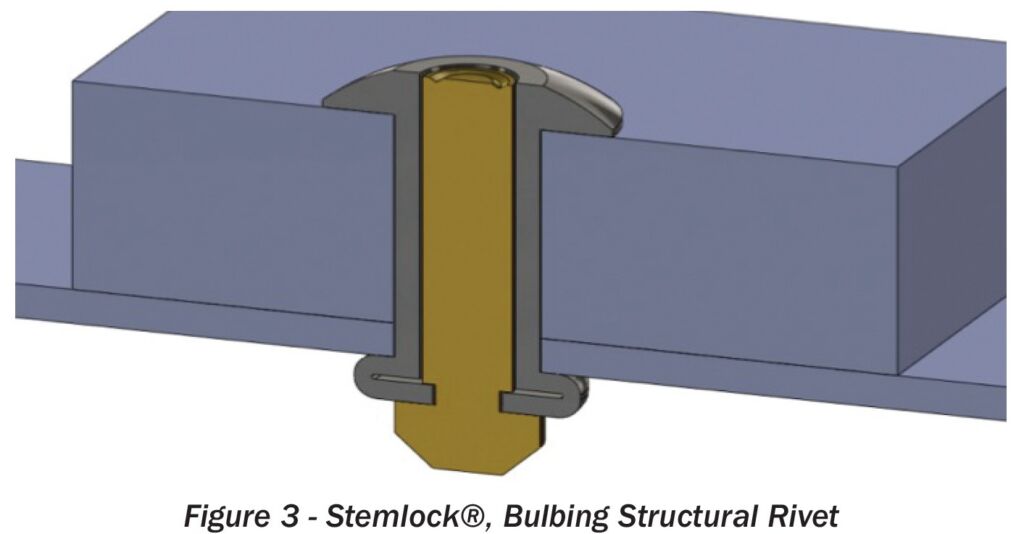
The locking system is not swaged or displaced as with external or internal lock rivets. Instead, the body is deformed so that it impacts the mandrel radially and collapses onto it.
The primary disadvantage to a bulbing or rear flange structural rivet is a drastically reduced grip range. Consequently, application of the rivet is very grip specific – making it crucial to evaluate where the mandrel sits in the shear plane after installation to determine how strong the joint will be. That’s because it is possible to use this type of rivet in the correct grip, yet have it result in lower than expected shear strength if and to what degree the mandrel sits in the shear plane. Therefore, it is imperative that strength within a specific grip range be tested in a graphical format and preferably by a computer that simulates a force versus distance curve.
As with external and internal locking rivets, there are many different types and styles of bulbing rivets with varying degrees of strength and grip ranges. Available diameters are: 1/8″, 5/32″, 3/16″ and 1/4″.
Interference Fit
Due to the extensive research and development, advanced manufacturing processes, high-grade materials and quality control associated with production – locking structural rivets come at a high cost per piece and, as such, may not always be practical.
Cost effective alternatives are available, however, that use mandrel interference to hold the mandrel in place after riveting and to prevent loosening under load. In addition, a breakpoint that is designed to break flush with the head will also increase strength. By breaking the mandrel as close to the head as possible, the mandrel will sit in the shear plane and improve the joint under shear loads.
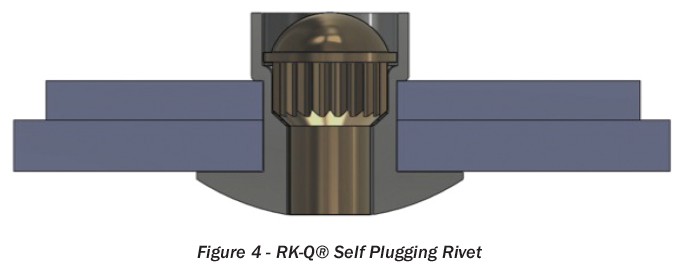
While there are standard products such as the self plugging rivet (IFI 116), many flush break and positive mandrel retention rivets are not in the IFI. Standard blind rivets can also be produced to break flush and secure the mandrel, however, they are typically custom designed. The performance of such a rivet should be proven in the application by shear, tensile, pushout and/or vibration testing.
Ensuring Quality and Reliability
The purpose of a high strength rivet is to secure a critical joint, and the appropriate product is selected based specifically on its strength properties and suitability for a given application. As a result, quality and reliability are a critical concern for the end user.
With the continued growth of the global economy, there are simply more players in the marketplace – and while costs may be attractive, not all will provide the same level of quality assurance. That’s why it is important for end users to consider all of the following when selecting a rivet supplier. The right supplier should:
- Provide expertise in selecting the right rivet for a specific application
- Have the ability to manufacture the rivet, as well as control the manufacturing process
- Demonstrate an in-depth understanding of IFI-135 and/or ISO 14589 testing methods
- Measure and report shear and tensile strength of their products in a graphical format
- Deliver onsite technical support during initial use
- Maintain records of strengths for each lot
Originally published in Distributor’s Link Magazine, Spring 2012. Written by Steven Sherman, Vice President of Engineering, Industrial Rivet & Fastener Co.